箱物筐体製品の放熱対策を行う際、筐体壁から外気へ熱輸送させる対策が大半です。
このような、筐体を使った放熱対策を熱輸送の3要素から簡単に説明します。<熱輸送の3要素>
- 対流熱伝達
- 熱を帯びた分子の移動による熱移動
- 放射(輻射)
- 電磁波による熱移動
- 熱伝導
- 物質内の格子振動・自由電子による熱移動
■目次
- 説明に使用するモデル仕様
- 対流熱伝達による放熱効果
- 対流熱伝達による放熱効果のまとめ
- 放射による放熱効果
- 熱伝導による放熱効果
- 熱伝導の盲点
- 放熱対策に多大な費用をかけていませんか?
- 発熱部品の厳密モデルを作るには
- 発熱部品を高精度に分析する熱測定技術
説明に使用するモデル仕様
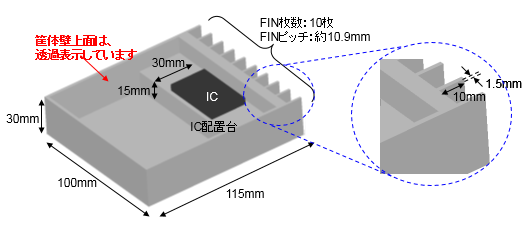
| 部材 | 材料 | 熱伝導率(W/mK) | 放射率 | 発熱量(W) |
| 筐体 | アルミダイキャスト | 121 | 0.03 | - |
| FIN | アルミダイキャスト | 121 | 0.03 | - |
| IC配置台 | アルミダイキャスト | 121 | 0.03 | - |
| IC | Resin | 1 | 0.9 | 20 |
対流熱伝達による放熱効果
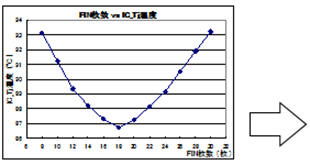
プレートFINを設計する場合、FIN枚数を何枚に設定すべきか迷うと思います。
|
|
|
|


| FINの羽枚数は、 ※ 少なすぎるとFIN表面から外気へ熱輸送する面積が低下するため、効果が下がります。 ※ また、多すぎるとFIN間に十分な風が流れず効果が下がります。 つまり、FINは放熱効果のピークを持つ放熱部材です。 |
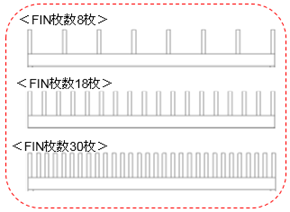
<下記は、今回のモデルの検証結果です>
FINを8枚~30枚まで2枚間隔で解析した結果です。
|
|
|
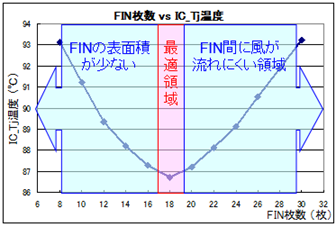
対流熱伝達による放熱効果のまとめ
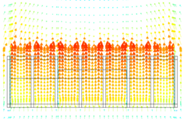
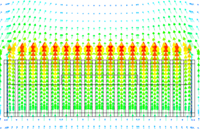
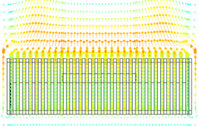
| FIN枚数8枚 | FIN枚数18枚 | FIN枚数30枚 | |
| FINの表面積が少ない | 最適領域 | FIN間に風が流れにくい領域 | |
| 風 速 分 布 図 |
 |
 |
 |
| 考 察 |
風速は十分であるが、外気に 触れるFINの表面積が少なく |
風速、FINの表面積ともに適切 なサイズであるため、放熱効果 が最大となる。 |
FINの表面積は十分であるが、 必要な風速が得られていない ため、放熱効果が下がる。 |
| 更に、製品の外形・材料・発熱部材の位置など、マイナーチェンジの製品開発には 再度FINの最適解を求めなくても対応可能と考えます。 |
|
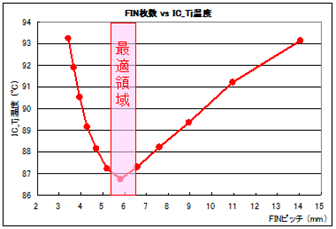
グラフの見方を変えれば |
最適なFINピッチが求まります |
放射による放熱効果
放射による放熱は、見落としがちな熱輸送です。
金属筐体・密閉製品には放射による放熱は有効な手段です。
|
<アルミダイキャスト> 同じアルミダイキャストでも、表面状態によって下記通り、放射率が異なります。
|

また、放射量は下記式の通り物体表面温度の4乗で増加するため、物体表面温度(空間温度も含む)が上昇すれば
指数的に放熱量が上昇します。
| 熱放射量 = 定数 × 放射率 × 物体表面温度4 |
| <参考> 熱放射とは、真夏の砂浜は70℃を超えます。しかし、気温は30℃程度です。これが地球(地面) と太陽の間での熱放射による影響です。熱放射は、電磁波で熱輸送されます。 |
アルミダイキャストに対し、上に記載した表面処理別で熱解析を行った結果は以下のとおりです。
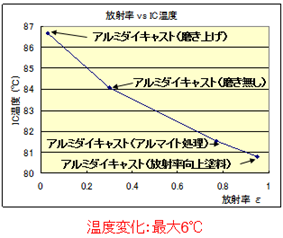 |
<放射率ε= 0.03> |  |
 |
||
| <放射率ε= 0.95(塗料)> | ||
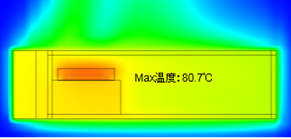 |
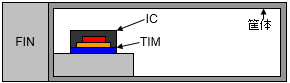
熱伝導による放熱効果
| 熱伝導による放熱効果は右のとおりであるため、 材料の熱伝導率・厚みの選定が放熱の鍵となる。 |
 |
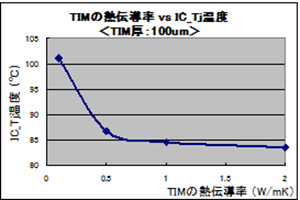
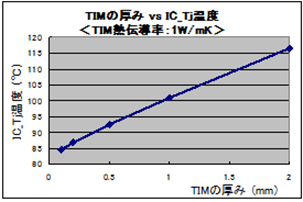
| ●ICを筐体壁面等に設置する場合、必ず必要になる TIM(*1)の材料選定一つでIC_Tj温度に差がつく。 (*1)TIM: Thermal Interface Material |
 |
 |
 |
|
|
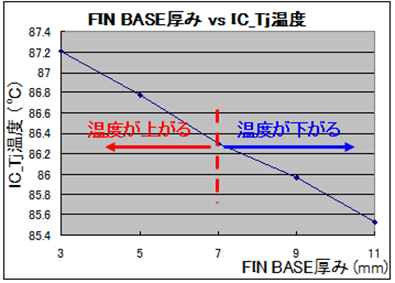
熱伝導の盲点
熱伝導による熱輸送を上げるため、厚みを薄くすれば放熱効果が確実にあがるわけではありません。
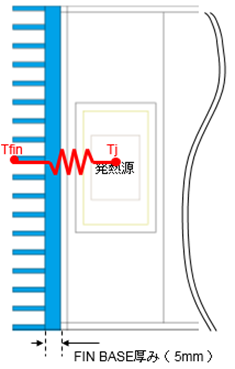 |
熱伝導による熱輸送を上げるため、FIN BASE厚みを少なくすると |
 |
|
| Tj-Tfin間の熱抵抗は下がるはずが、結果は逆の傾向を示す。 これは、熱拡散(45°拡散)による熱の広がりがFINの縦方向のサイズと合っていないために発生する現象です。 この現象を回避するには! |
<対策例>
FINに熱を伝える前に、熱を拡散する。
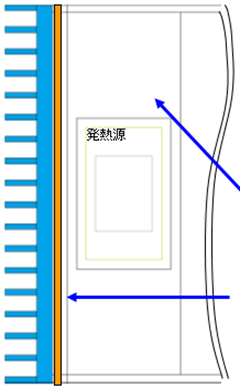 |
ICの配置台の熱伝導率を向上させ、熱源付近の熱を拡散する。 熱伝導率の高い部材で熱を拡散する。 |
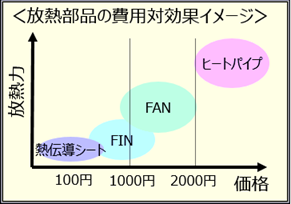
放熱対策に多大な費用をかけていませんか?
|
<なぜ、放熱部品のコストが注目される?> 放熱部品は、製品の機能Upを行う部品ではない。 ↓ 放熱対策部品を安くする = 製品単価が下がる |
 |
↓
|
<正しい温度把握を行う事で、熱マージンは極限まで抑えられる> 製品の熱設計を行う現場では、熱の把握を行うのに熱流体解析ツール(Sim)を活用するケースが多いと考える。(熱流体解析の精度も、年々向上している。) <原因> 発熱部品(半導体PKG)のSimモデルを厳密に作成できないためである。 |
発熱部品の高精度な熱把握がコスト削減の鍵となる。
発熱部品の厳密モデルを作るには
下記フローの通り、3つの知る技術と2つのノウハウ技術が必要
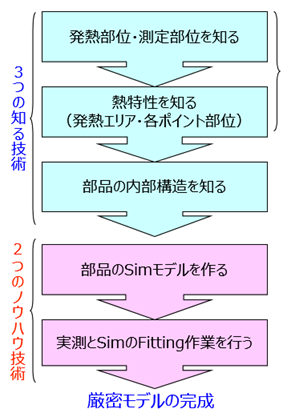 |
次項で、既存技術と弊社独自技術の違いを説明します。 | |
 |
 |
|
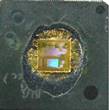
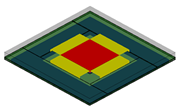
| Mold開封によるChip分析 | 断面研磨による構造サイズ調査 | |
 |
 |
|
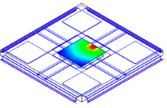
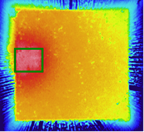
| PKGのシミュレーションモデル | 局所発熱時のChip表面温度分布 | |
発熱部品を高精度に分析する熱測定技術
<熱抵抗解析メーカーとの違い>
 |
 |
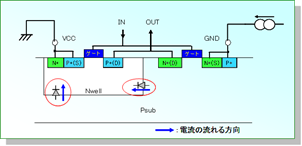
| <大半の熱抵抗解析メーカー手法> | <弊社の特許技術手法> |
<問題点>
電源(Vcc)とGNDを逆接続し、半導体にある
寄生Diを使い測定するため、下記問題が発生する。
● Chip表面が均一温度にならない
● 測定箇所が特定できない → 正しく測定できているかの評価さえできない(-_-;)
● Wireのジュール熱の影響が出る↓
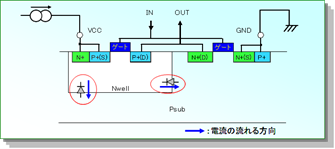
問題点を解消した技術
<特徴>
半導体内の高耐圧ブロックに対し、順方向の
電流で特定ブロックをクランプさせ、特定部位
のみを均一に発熱させる技術で測定する。→
発熱後
《技術コンサルティングのご案内》
WTIは、熱・応⼒解析のコンサルサービスを「テクノシェルパ」のブランド名で行っております。以下のようなお悩み・ご要望にお応えします。
- 「放熱の⼿段をいろいろ試したが、スペックに⼊らない」
- 「⾃社の熱シミュレータがうまく使えていない。どのようにすれば正しく熱設計ができるか教えて欲しい」
- 「新たな機種を開発するがこれまでの製品とは⼤幅に異なるので、熱設計の⽅向性を指南いただきたい」
詳しくは「テクノシェルパ」の熱・応⼒解析コンサルサービスのページをご覧ください。
・説明に使用するモデル仕様
・対流熱伝達による放熱効果
・対流熱伝達による放熱効果のまとめ
・放射による放熱効果
・熱伝導による放熱効果
・熱伝導の盲点
・放熱対策に多大な費用をかけていませんか?
・発熱部品の厳密モデルを作るには
・発熱部品を高精度に分析する熱測定技術
・「熱課題」簡易診断サービス ~放熱設計を始めるなら開発初期から!~・WTIブログもご覧ください
製品の熱マージンがもうない!正しく予測するには半導体を知る必要がある
2017年度インターンシップの受入を終えて
温度変化で発生する熱応力は、想像以上に大きい
2018年度 1DAYインターンシップ実施中♪
半導体パッケージの実装信頼性評価に向けて ~破断個所を特定するデイジーチェーンサンプル~
シミュレーション結果のフィードバック先は機構設計
熱シミュレーションは簡単にはできない・社長ブログ(シミュレーション関連)
1DAYインターンシップ やってま~す♪
「熱反り計算ツール」のお問合せが増えています
微細化・高密度化が進むプリント基板、信頼性をどう担保するか?
熱解析(熱シミュレーション)の対象は、半導体1個から建物丸ごとまで※※ お役立ち情報のご請求はこちら ※※
【当ページ関連の資料タイトル】
●「半導体パッケージの熱抵抗測定技術」
●「応力シミュレーション事例
WTIの技術、設備、設計/開発会社の使い方、採用関連など、幅広い内容を動画で解説しています。